

Barbara Coglitore – 29 Octobre 2021
Réglage soudure tig – sorcier ou pas ? Si vous avez lu mon précédent article sur les meilleurs postes à souder pour les débutants, alors vous savez déjà que les postes à souder TIG ne font pas partie de cette catégorie.
De fait, la soudure TIG exige un haut niveau de compétence technique de la part de l’opérateur, ainsi qu’une connaissance avancée des paramètres de la soudure.
Le soudage TIG est toutefois un procédé de soudage formidable qui permet d’obtenir des soudures esthétiques, de haute qualité et solides.
On peut souder l’acier, l’acier inoxydable, le fer, le cuivre, le zinc, le nickel, l’aluminium et les alliages d’aluminium. De bons résultats peuvent également être obtenus sur des tôles de très faible épaisseur.
Pour vous aider à vous familiariser avec le soudage TIG, j’ai donc préparé une introduction aux paramètres de soudage TIG que l’on peut trouver dans les postes à souder TIG Vector Welding et en général sur la plupart des soudeuses TIG.
Réglage soudure TIG – On apprend les paramètres
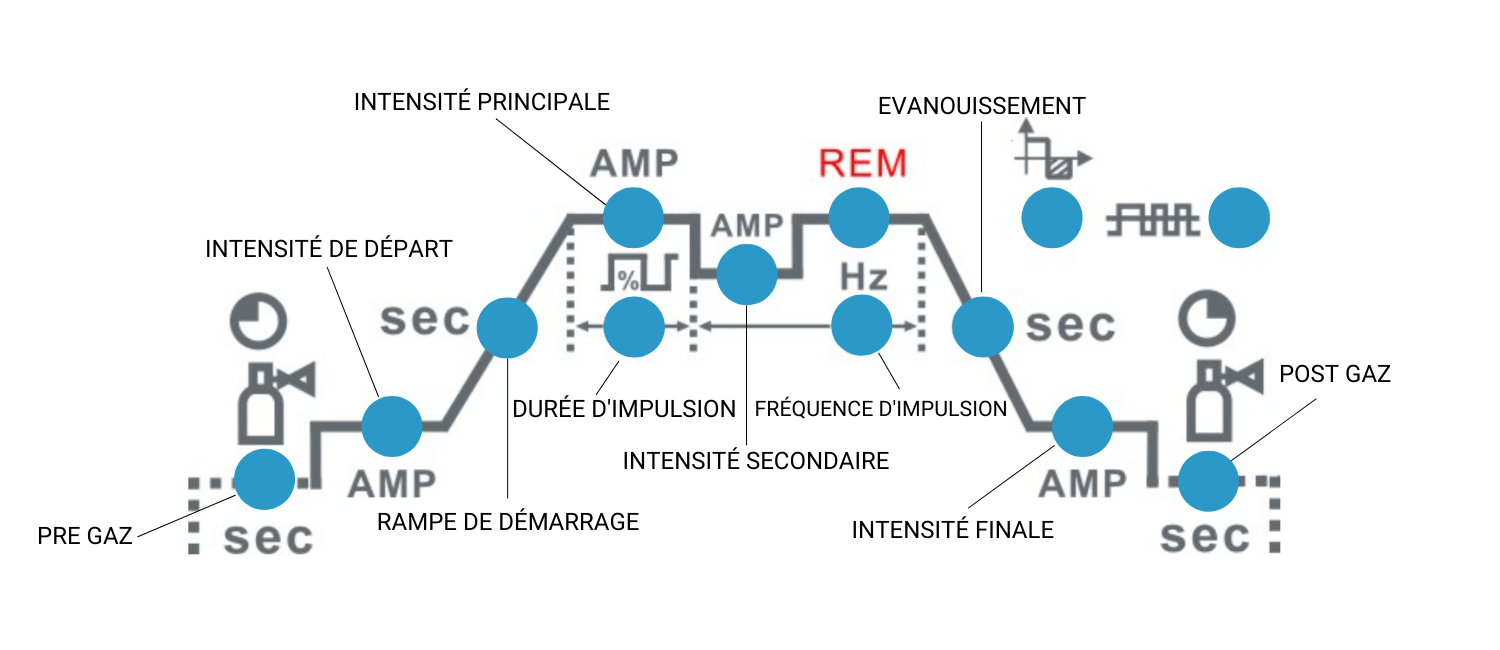
Pre gas
Décrit le nombre de secondes pendant lesquelles le gaz est relâché avant l’amorçage. Le but est d’éviter l’oxydation de la surface.
Intensité de départ
Décrit l’intensité initiale (ampères). L’objectif est d’avoir un ’amorçage plus délicat afin d’éviter un cratère au départ.
Rampe de démarrage
Décrit le nombre de secondes qui s’écoulent avant de passer à l’intensité principale. Là aussi, l’objectif est d’avoir un ’amorçage plus délicat afin d’éviter un cratère au départ.
Intensité principale de soudage
Décrit l’intensité principale de la soudeuse TIG exprimée en ampères.
Intensité secondaire de soudage
Il est utilisé lors de l’utilisation de la fonction pulsée.
Il décrit une seconde intensité de soudage (intensité plus faible par rapport à l’intensité principale) exprimée en ampères.
L’objectif est d’éviter de déformer ou de perforer la pièce en contrôlant la température de la pièce et en assurant qu’elle ne surchauffe pas.
Fréquence d’impulsion
Exprimé en Hz, il décrit combien de fois par seconde a lieu l’échange entre l’intensité primaire et secondaire.
Durée d’impulsion
La durée de l’impulsion est exprimée en pourcentage. Il décrit la proportion de temps pendant laquelle l’intensité secondaire reste.
Evanouissement
Décrit le nombre de secondes qui s’écoulent avant de passer à l’intensité finale. L’objectif est d’éviter le cratère de fin cordon.
Intensité finale
Exprimée en ampères et réglée à faible intensité, elle est également destinée à éviter le cratère de fin cordon.
Post Gaz
Elle décrit le nombre de secondes pendant lesquelles le gaz est relâché à la fin du processus de soudage.
L’objectif est d’éviter l’oxydation et de permettre un bon refroidissement de la surface soudée et de l’électrode.
Balance AC
Pertinent pour le soudage de l’aluminium en courant alternatif (AC). La Balance AC est exprimée en pourcentage. Détermine le ratio temporel entre l’onde positive et l’onde négative. Diminuer l’équilibre conduit à une profondeur de gravure plus élevée, l’augmenter améliore l’effet de nettoyage.
Fréquence AC
Pertinent pour le soudage de l’aluminium en courant alternatif (AC). La Fréquence AC est exprimée en hertz et peut être réglée entre 10 et 200 hertz. Une fréquence plus élevée correspond à des cordons plus rapprochés et à une zone affectée par la chaleur plus petite. Une fréquence plus basse correspond à des cordons plus larges et à un élargissement de la zone affectée thermiquement.
2 Temps
La gâchette doit rester appuyée pour continuer à souder. Le relâchement de la gâchette met fin au processus de soudage.
4 Temps
Il ne faut pas rester appuyée sur la gâchette pour continuer à souder. Le fait de le presser à nouveau met fin au processus de soudage.
Conclusion
Voilà, nous sommes à nouveau arrivés à la fin de cet article. J’espère que cela vous a permis d’apprendre quelque chose de nouveau sur la soudure TIG.
Je vous retrouve pour un prochain article. En attendant, n’oubliez pas de partager ![]()