Barbara Coglitore – 11 Mars 2022
Le masque de soudure est une EPI essentielle pour la protection du visage et des yeux. Contrairement aux masques de soudage traditionnels, un masque de soudage auto-obscurcissant dispose d’un certain nombre de paramètres à régler.
Dans cet article, vous découvrirez les paramètres les plus courants d’un masque de soudure et leur finalité exacte.
Masque de soudure auto-obscurcissant : qu’est-ce que c’est ?
Le masque de soudure auto-obscurcissant est un EPI conçu pour protéger le visage et les yeux lors des opérations de soudage, de coupage au plasma et de meulage. Il protège contre les rayons ultraviolets (UV) et prévient le coup d’arc (flash).
Concrètement, un masque de soudage auto-obscurcissant est constitué d’un écran à cristaux liquides qui s’assombrit dès l’apparition des rayons ultraviolets.

Masque de soudure KY650N-VW VECTOR WELDING
Les paramètres d’un masque de soudure
L’écran à cristaux liquides du masque de soudage dispose d’un certain nombre de paramètres à régler afin d’adapter le filtre à votre façon de souder et/ou au type de processus de soudage à réaliser.
Ci-dessous les principaux paramètres que l’on retrouve sur la plupart des masques :
- Delay (délai)
- Shade (teinte)
- Sensitivity (sensibilité)
- Grind (meulage)
Dans les paragraphes suivants, vous découvrirez comment ces paramètres sont réglés sur le masque de soudure automatique KY650N-VW VECTOR WELDING.
Shade (teinte)
La teinte est le paramètre qui contrôle le degré d’obscurcissement et se règle en fonction du procédé de soudage et du niveau d’ampérage à souder. Dans la plupart des masques, il est possible de régler ce paramètre de 9 à 13.
À suivre les valeurs de teinte prescrites en fonction du procédé de soudage et de l’ampérage:
MMA
20 – 40A → valeur teinte 9
40 – 100A → veleur teinte 10
100 – 175A → veleur teinte 11
175 – 300 A → veleur teinte 12
300 – 500 A → veleur teinte 13
MIG (AI)
80 – 100 A → valeur teinte 10
100 – 175 A → valeur teinte 11
175 – 250 A → valeur teinte 12
250 – 350 A → valeur teinte 13
MIG (sauf AI)
80 – 100 A → valeur teinte 10
100 – 175 A → valeur teinte 11
175 – 300 A → valeur teinte 12
300 – 500 A → valeur teinte 13
MAG
40 – 80 A → valeur teinte 10
80 – 125 A → valeur teinte 11
125 – 175 A → valeur teinte 12
175 – 300 A → valeur teinte 13
TIG
5 – 20 A → valeur teinte 9
20 – 40 A → valeur teinte 10
40 – 100 A → valeur teinte 11
100 – 175 A → valeur teinte 13
COUPAGE PLASMA
60 – 150 A → valeur teinte 11
150 – 250 A → valeur teinte 12
250 – 400 A → valeur teinte 13
Delay (délai)
Le délai est le paramètre qui contrôle la vitesse à laquelle l’écran revient de l’état sombre à l’état clair.
En pratique, si le courant de soudage est élevé, vous devrez régler un délai plus lent. Ceci est dû au fait que le bain reste plus longtemps à l’état fondu et peut encore éblouir.
Le délai peut être réglé à l’aide de la molette de droite.

Sensitivity (sensibilité)
La sensibilité définit la différence de lumière entre le moment où vous ne soudez pas et le moment où l’arc est amorcé. Ce paramètre est défini en fonction de l’environnement dans lequel vous travaillez.
En pratique, si l’environnement dans lequel vous travaillez est peu éclairé, vous augmentez le niveau de sensibilité pour obtenir une bonne vue du travail à effectuer. En revanche, si l’environnement de travail est très éclairé, vous devez diminuer le niveau de sensibilité.
La sensibilité peut être réglée à l’aide de la molette située à gauche.

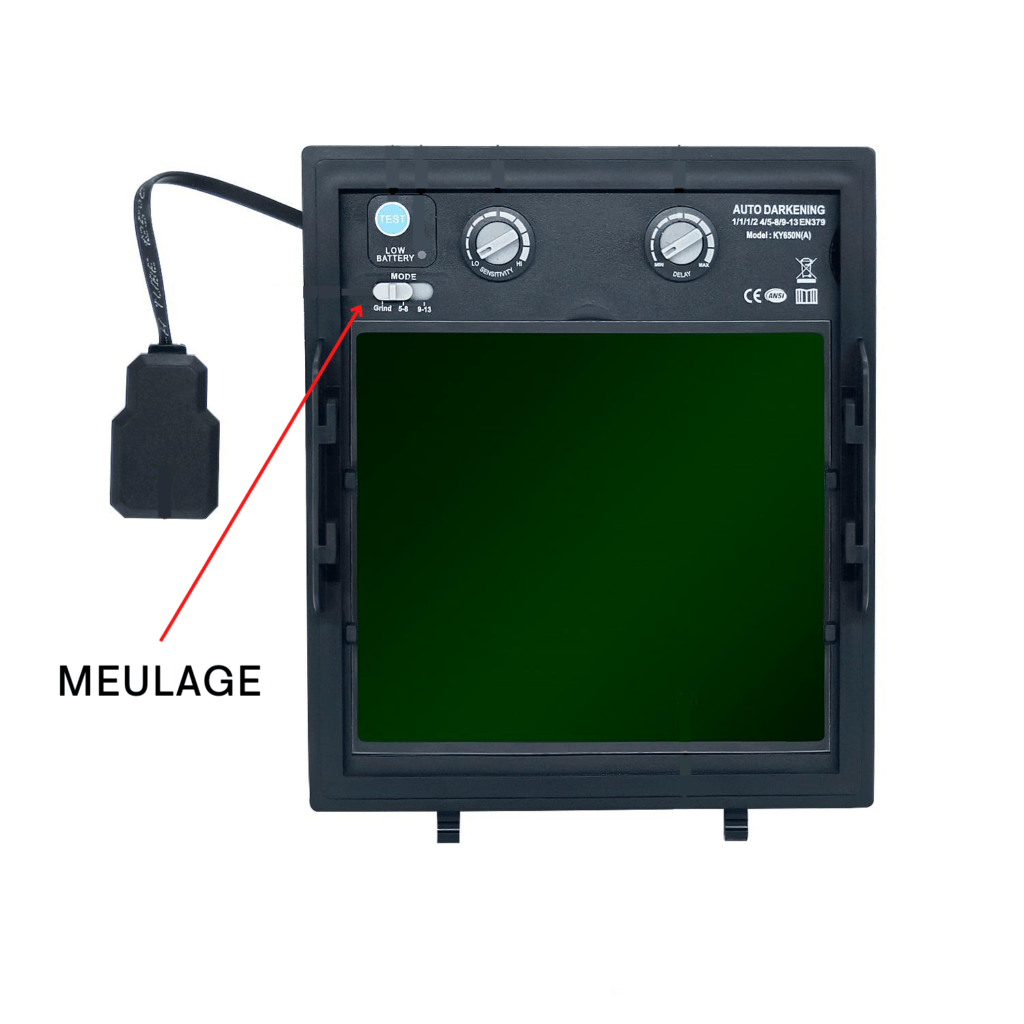
Grind (meulage)
Le mode meulage n’assombrit pas le masque, qui peut donc être utilisé comme une visière de protection pendant les opérations de meulage.
Le mode de meulage peut être activé par l’interrupteur en bas à gauche.